HögforsGST’s new heat recovery air handling unit operates with improved efficiency and lower installation and operating costs. Thanks to an efficient three-phase cell, smaller pipelines, improved design and smart features, the new heat recovery unit improves heat recovery performance and shortens payback time.
The most significant of the numerous upgrades to the heat recovery unit is upgrading the cell structure to a three-phase cell. The heat transfer fluid circulates through the cell three times, which improves the efficiency of the unit. Improved efficiency also means that the unit requires smaller pipelines for heat transfer fluid. In this case, less heat transfer fluid is needed, which reduces the unit installation cost and the amount of energy required to pump the heat transfer fluid. The humidity sensor added to the heat recovery unit adjusts and optimizes the operation of the system which improves efficiency.
Stiffer frame and smart features
Special attention has also been paid to the structure of the frame. The redesigned frame is more rigid, more compact and more maintenance-friendly. The redesigned heat recovery unit meets the EN 1886 and EN 13053 standards. The development of the new unit was carried out with international partners: the Spanish cell supplier Climetal tested the performance of the cells in collaboration with the University of Vigo, while the tests of the EN 13053 standard were undertaken in the test laboratory of the German Ziehl-Abegg.
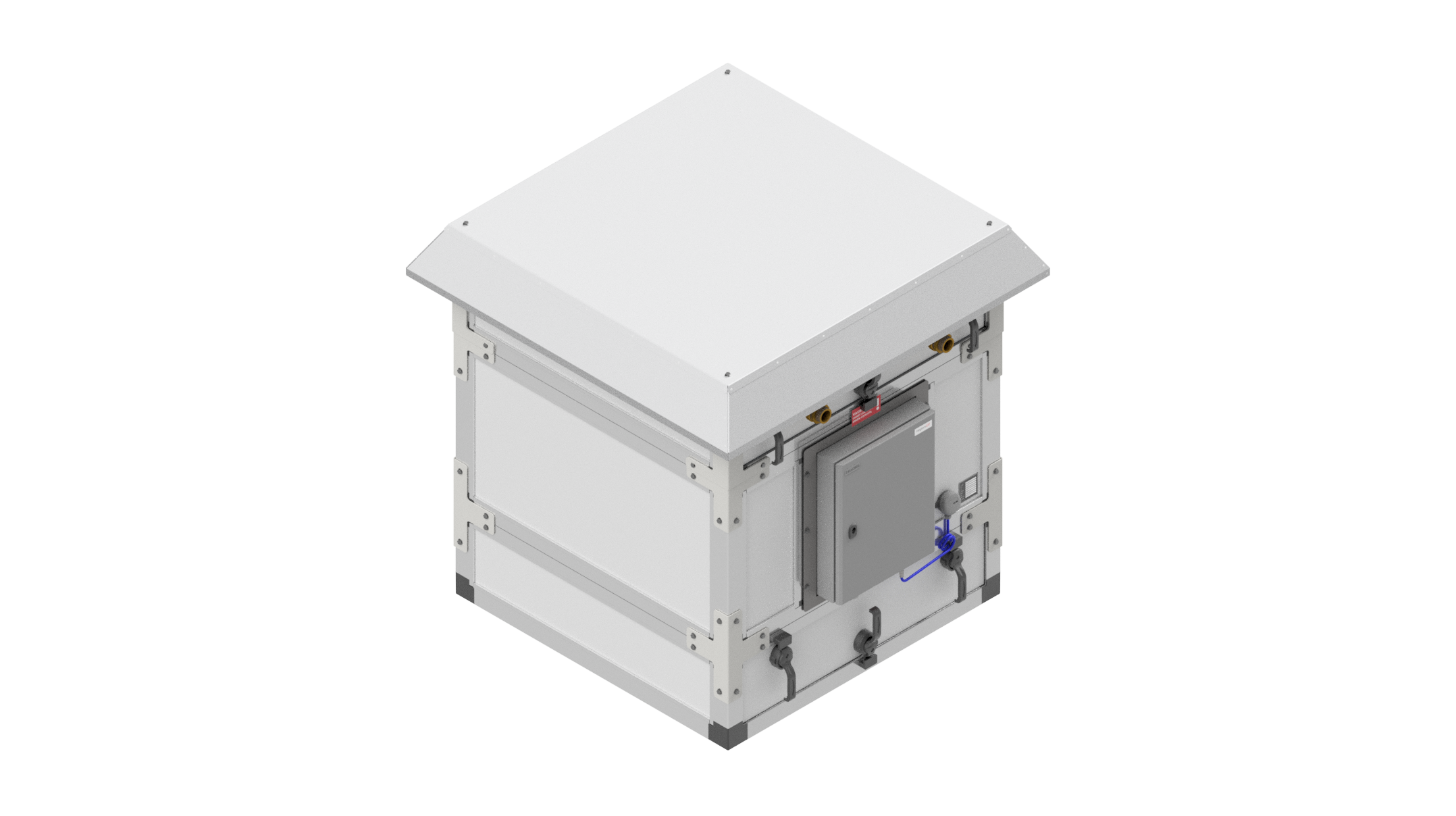
The revamped heat recovery unit also has a number of added components that both facilitate installation and streamline system operation. Components of the ConnectLTO module are integrated in the new heat recovery unit. Our heat recovery unit is the first system on the market to come with a dirt separator, remotely readable flow sensor and remotely controlled control valve integrated in the flow sensor. In particular, the new remotely readable and manageable components provide accurate information about the operation of the system, allowing the system to be adjusted to be as efficient as possible. The operation of the system is monitored and regulated with the Fiksu Control System.
The redesigned heat recovery unit is available in four different sizes: S, M, L and XL, of which M and L are already available. The S for smaller properties and the XL for larger air volumes will be available soon.
A more efficient heat recovery cell and a process optimized with a humidity sensor, among other components, enable unmatched efficiency of heat recovery. This means less energy wastage, shorter payback time and lower CO2 emissions.
Features of the redesigned Heat Recovery Air Handling Unit
- Three-phase cell improves heat recovery and reduces installation and operating costs
- Humidity sensor optimizes heat recovery operation
- More rigid, tighter and more maintenance-friendly frame construction
- Complies with the EN 1886 and EN 13053 standards
- Line control valve, shut-off valve and safety valve as built-in features
- Dirt separator
- Smart features enable precise system adjustment and optimization





